昆山倍力肯精密机械有限公司
PLK precision machinery Co., LTD.
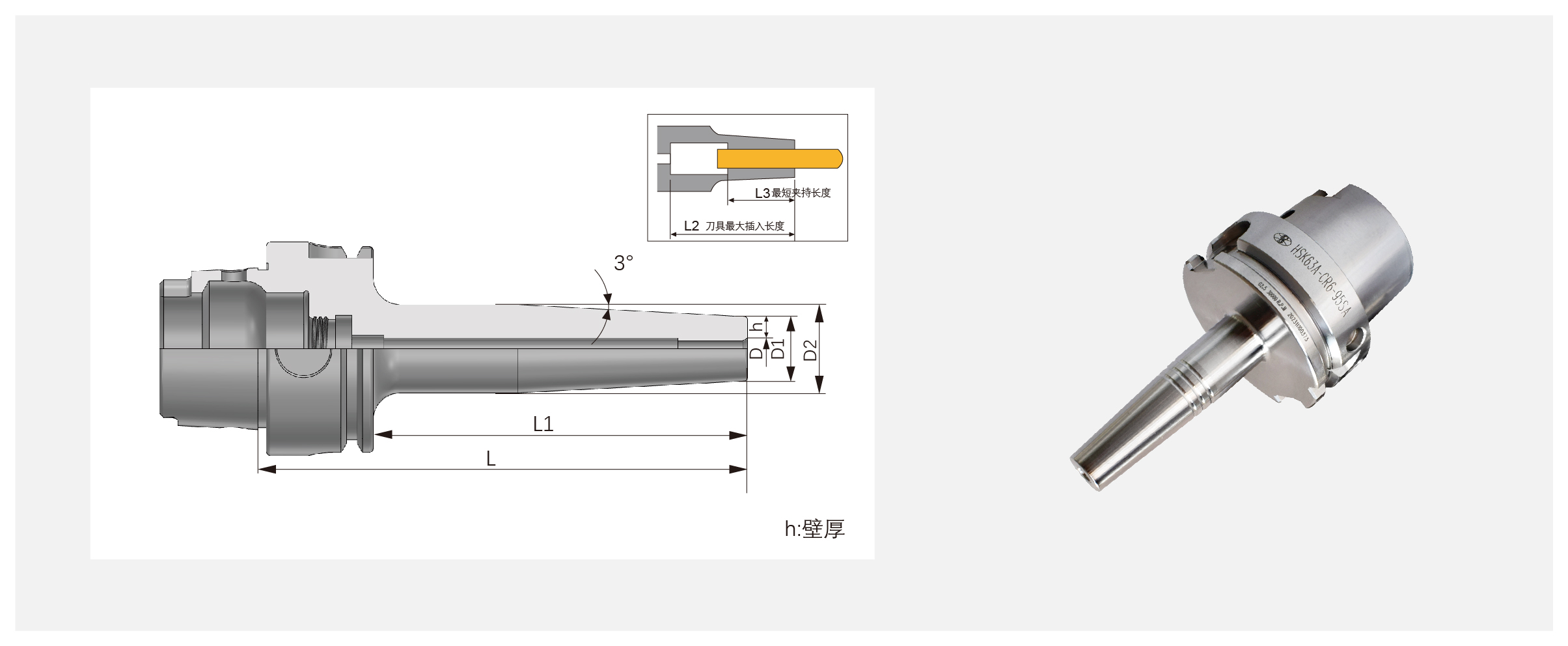
■细长型:SA■回转精度<0.003,在夹持直径4D处测得■动平衡:G2.5 36000rpm
HSK/CR A型烧结刀柄(细长型)
核心性能
1.回转精度:≤0.003mm
2.锥度标准:1:10 空心短锥
3.动平衡等级:G2.5 @ 36,000rpm
4.可选配置:内冷系统、动平衡调节孔
tips
■搭配热缩机使用
■使用时确认机床主轴接口与刀柄相匹配
■注意清洁与保养及时涂抹防锈油,妥善存放
产品特点
全精加工表面,质量可靠
热缩夹持技术,跳动误差降低40%
小径设计,适合深腔加工










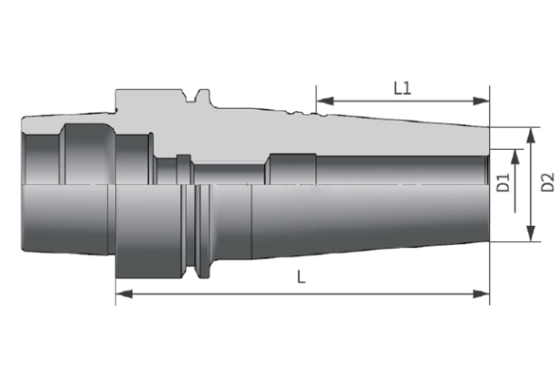 HSK/CR A型烧结刀柄(细长型)
HSK/CR A型烧结刀柄(细长型)